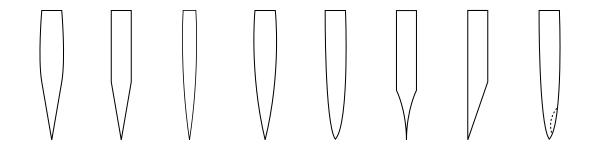
Abb. KlingengeometrieMit dem Klingenprofil wird die frontale Silhouette (Querschnitt) eines Klingenblattes beschrieben, der Schliff. Vom Grundsatz her ist zwischen den einseitigen Schliff und dem beidseitigen Schliff zu unterscheiden. Beim einseitigen Schliff erfolgt die Materialabnahme beim Schleifen nur von einer Seite. Die gegenüberliegende Seite wird nur eben gehalten und der Grat entfernt. Dies führt zu einem unsymmetrischen Klingenprofil. Beim beidseitigen Schliff erfolgt die Materialabnahme beim Schleifprozess gleichmäßig von beiden Seiten des Klingenblattes her. Es ergeben sich symmetrische Klingenprofile. Das Klingenprofil selbst kann geradlinig mit oder ohne Fasen durch den Keilschliff (V-Schliff) ausgebildet werden. Der Hohlschliff gibt der Klinge oder Schneide eine konkave Form, während der ballige Schliff eine konvexe Klinge oder Schneide ergibt.
Keilschliff bzw. der V-Schliff
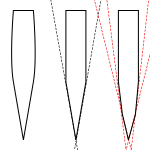
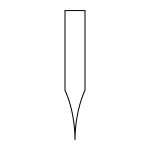
Abb. KeilschliffBeim Keilschliff besteht die angestrebte Klingengeometrie aus geraden Konturen zwischen Schneide und Messerrücken. Gängig ist der Keilschliff mit nur einer zusätzlichen Fase im Klingenblatt. Seltener werden 2 und mehr Fasen geschliffen. Teilweise wird das Klingenblatt auch ohne zusätzliche Fase gefertigt. Hier wird die Klinge geradlinig von der Schneide bis zum Messerrücken geschliffen.
Die Abbildung zeigt von links nacht rechts ein Klingenprofil mit einem Keilschliff und abgerundeter Fase zum Klingenrücken, einen Keilschliff mit kantiger Fase und einen Keilschliff mit 2 kantigen Fasen.
Solinger Dünnschliff
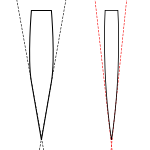
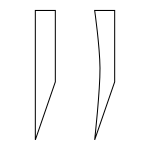
Abb. Solinger DünnschliffDer Solinger Dünnschliff ist ein V-Schliff (Keilschliff), bei großen Messern auch der ballige Schliff, mit relativ kleinen und hoch zum Klingenrücken angesetzten Schneidwinkeln. Gelegentlich wird der Schleifwinkel bei kleinen Messern sogar am Klingenrücken begonnen. Der Schliffwinkel wird anders als heute üblich weit oben angesetzt. Die Klinge wird dünn geschliffen und läuft schlank und sehr spitz auf die Schneide zu. Das Ergebnis zeigt sich in der besonderen Schärfe und bei sorgsamem Umgang mit dem Messer sogar in einer guten Schneidhaltigkeit. Diese traditionelle Schliffart, an der heute nur noch wenige Messerhersteller festhalten, wird selbst in Solingen kaum mehr praktiziert. Jedoch begründete der Solinger Dünnschliff bei Messern aus Kohlenstoffstahl einst die hohe Wertschätzung der Solinger Messer in aller Welt.
Die Abbildung zeigt von links nach rechts eine Klinge mit einem herkömmlichen Klingeprofil sowie ein Messerprofil mit schmaller Klingenbreite mit dem Solinger Dünnschliff.
Balliger Schliff bzw. der U-Schliff
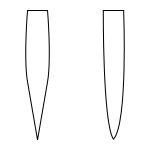
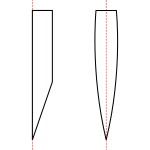
Abb. Balliger SchliffDie Schneide wird beim balligen Schliff anstatt gerade leicht konvex ausgeschliffen. Dies verleiht dem Messer etwas mehr Stabilität, erhöht aber auch etwas den erforderlichen Kraftaufwand beim schneiden. Der ballige Schliff ist weit verbreitet und wird vornehmlich bei weicheren Klingenstählen (z.B. den gängigen rostfreien Chrom-Molybdän-Vanadium-Stählen) verwendet.
Die Abbildung zeigt links zum Vergleich einen Klinge oder Schneide mit einem Keilschliff und rechts eine Klinge mit balligem Schliff.
Hohlschliff
Abb. HohlschliffDer Hohlschliff ist das konkave Pendant zum balligen, konvexen Schliff. Einerseits wird der Hohlschliff bewusst erzeugt, um einem Messer bestimmte Eigenschaften zu verleihen. Beispielsweise wird er bei Käsermessern oder japanischen Kochmessern eingesetzt, um das Anhaften des Schneidgutes am Messer zu mindern. Anderseits kann der Hohlschliff produktionstechnisch bedingt sein, wenn die Klinge an einer rotierenden Schleifscheibe geschliffen wird. Auch sorgen bestimmte Messerschärfer mit scheibenförmigen Schleifkörpern für den Hohlschliff direkt an der Schneide. Ein Hohlschliff an der Schneide führt jedoch zu einer instabileren Schneide.
Einseitiger Schliff
Abb. Einseitiger SchliffBeim einseitigen Schliff eines Messers wird nur eine Seites des Klingenblattes zur Schneide hin verjüngt. Man findet diesen einseitigen Schliff beispielsweise bei traditionell gefertigten japanischen Messern und Maschinenmessern sowie bei Holzwerkzeugen (Beitel, Stecheisen). Auch Brotsägen und Tafelmesser sind meist nur einseitig geschliffen.
Die Abbildung zeigt von links nach rechts ein einseitig geschliffene Schneide mit geradem Klingenspiegel, wie es bei vielen Holzwerkzeugen zu finden ist und eine einseitig geschliffene Klinge mit zusätzlichem Hohlschliff auf der Spiegelseite.
Beidseitiger Schliff bzw. zweiseitiger Schliff
Abb. Beidseitiger SchliffBeim beidseitigen Schliff werden beide Seiten eines Klingenblattes zur Schneide hin verjüngend geschliffen. Der beidseitige Schliff wird als V-Schliff ohne oder mit 1-3 Fasen und als balliger Schliff ausgeführt.
Kesselsche Walkschliff
Der Walkschliff ist kein eigenes Schliffbild, sondern eine betimmte Schleifmethode zur Erzeugung einer balligen Klinge.
Kullenschliff
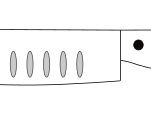
Abb. KullenschliffDas Einschleifen von Vertiefungen in das Klingenblatt.
Wellenschliff
Abb. WellenschliffDer Wellenschliff der einseitige, zusätzliche Schliff runder Kullen an der Schneidkante. Dir Wellenschliff erhöht die sägende Wirkung im Zugschnitt und ist insbesondere für das Schneiden von Schneidgut mit harter Kruste wie bei Broten oder Tomaten gedacht. Messer mit Kullenschliff erfordern einen besondere Schleifstetechnik.
Sägeschliff
Abb. SägeschliffDer Schliff einer Zahnung (Säge) an der Schneide.